{kind=link}
{kind=link}
{kind=link}
Features of Acid-alkali Resistant Conveyor Belt
- Exceptional elasticity
- Good troughability
- Good physical properties
- Small elongation rate
- Superior resistance to corrosion and various chemicals
- Long service life
Specification of Acid-alkali Resistant Conveyor Belt
| Technical Indexes | ||||||||
| Executive standard: HG/T 3782-20 | ||||||||
| Project | Tensile strength (Mpa) | Elongation at break (%) | Wear volume (mm3) | Hardness (AO) | Ozone aging | |||
| Cover gum | Physical property | Before aging | ≥14.0 | ≥400 | ≥250 | 55-70 | No crack | |
| After aging | ≥12.0 | ≥340 | — | 60-75 | — | |||
| Acid and alkali resistance | Category | Soaking solution | Concentration | Soaking condition | Performance change rate before and after soaking | |||
| Volume expansion rate | Tensile strength change rate | |||||||
| A1 | hydrochloric acid | 18% | 50 ℃ ×96h | +10% Following | -10% within | |||
| A2 | sulphuric acid | 50% | 50 ℃ ×96h | +10% Following | -10% within | |||
| A3 | sodium hydroxide | 48% | 50 ℃ ×96h | +10% Following | -10% within | |||
| Test conditions: Ozone concentration (50±5)*10(volume fraction), temperature (40±2) ℃, elongation (20±2)%, time 15h | ||||||||
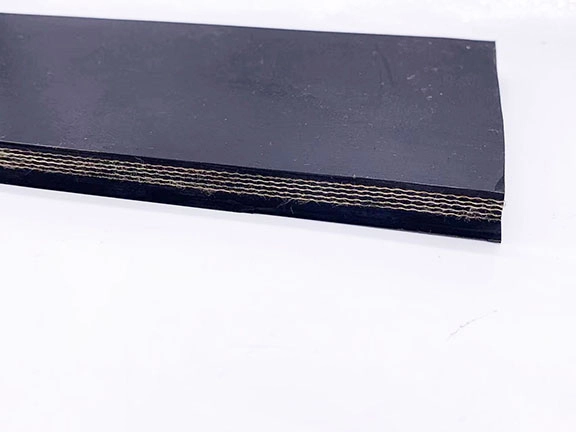
Material Composition of Acid and alkali Resistant Conveyor Belt
1. Rubber Compounds
EPDM (Ethylene Propylene Diene Monomer): A synthetic rubber that resists both acids and alkalis, and is also heat-resistant.
Neoprene: Another rubber with excellent chemical resistance to acids and alkalis, as well as heat.
Chloroprene Rubber (CR): Resistant to corrosive chemicals and oils, commonly used for harsh environments.
Nitrile Rubber (NBR): Known for oil resistance, it can also handle certain acids and organic solvents.
2. Reinforcement Layers
Fabric Reinforcement: Polyester or nylon fabric layers give the belt strength and flexibility, allowing it to carry heavy loads.
3. Protective Cover
Special Rubber Coatings: These outer layers protect the belt from direct exposure to acids and alkalis.
4. Adhesives
Special chemical-resistant adhesives keep the belt’s layers securely bonded together, preventing damage from corrosive substances.
Applications of Acid and alkali Resistant Conveyor Belt
- Chemical processing: Handling corrosive chemicals during production.
- Fertilizer plants: Transporting acidic or alkaline raw materials and finished products.
- Mining and metallurgy: Exposure to corrosive minerals.
- Pulp and paper mills: Where chemicals are used in the processing stages.
- Wastewater treatment: Conveying materials exposed to a mix of harsh chemicals.
- In other applications involving the transportation of acid or alkali materialsi.
FAQs of Acid and alkali Resistant Conveyor Belt
1. Why is chemical resistance critical for conveyor belts in certain industries?
In industries such as chemical processing, mining, and metallurgy, conveyor belts are exposed to harsh environments with high levels of acidic or alkaline substances. Without proper resistance, conventional belts would deteriorate quickly, leading to frequent breakdowns and costly downtime. Acid-alkali resistant conveyor belts are specifically engineered to withstand these chemicals, ensuring longer service life and consistent performance in corrosive conditions.
2. Can acid-alkali resistant conveyor belts be customized for specific industry needs?
Yes, these conveyor belts can be customized to meet specific requirements, such as varying belt thickness, width, and reinforcement type. Depending on the application, the rubber compound composition can also be tailored for enhanced resistance to particular chemicals or extreme temperatures. Customization ensures that the belt fits seamlessly into the operational workflow while offering the best possible protection and performance.